
Introduction
A
damper is a device that adjusts the volume of airflow passing through the
outlet, inlet or duct.
By
proper adjustment of all dampers in a system, a desired distribution of
airflows in all the branches can be obtained, while minimizing the total
airflow of the system to save energy— this is also termed air balancing.
The
most common dampers used in industrial ventilation and dust collection systems
to balance airflows are slide gate dampers (The slide gate, also called “blast
gate or cut-off” damper).
 |
| Figure 1 A sample of straight flat slide gate damper |
Interaction between a fan and dampers
As
the damper opens or closes to adjust the airflow in a system, fan operation
moves to a new point on the fan curve.
Dampers
increase the total resistance of a system; the fan airflow output decreases
while increasing the total static pressure produced by the fan. Fan efficiency
may also be affected if the fan was not selected with the additional resistance
by dampers in mind.
However,
if dampers are employed only to produce the desired distribution and the fan
speed is adjusted properly, the pressure requirement for the system will be
nearly always lower than without the dampers. This is also a partial reason why
air balancing can save energy cost.
When designing a ventilation or dust
collection system, the calculated amount of air leakage of the whole system
should be added to the selected fan capacity and so noted either in the
specifications or on the drawings. It should be done the same for the
additional resistance caused by dampers.
Many fan drives, or even the fans
themselves, have had to be changed because duct system air leakage or extra
resistance by dampers was ignored by the system designer.
Selecting
straight flat blast gate dampers as an example, Airvate calculated the
resistances for various ratios of insertion depth to duct diameter.
If you want to know the resistance by a
curved slide gate (Concave or Convex), you are encouraged to email Airvate
directly.
In
Table 1, a damper is used to increase the resistance of the branch but still
keep the same duct velocity to avoid settlement of dust, so a smaller diameter
of duct doesn’t have to be selected. Then, the pressure loss will be added to
the total pressure loss of that branch in the calculation for the whole system
design. The pressure losses under different insertion ratio and duct velocity
are tabulated.
 |
| Table 1: Damper Resistance at Different Insertion Ratio and Duct Velocity |
In
Table 2, when a damper is adjusted and the static pressure at the branch end
doesn’t change dramatically (this is normally true in a large ventilation
system) both the airflow rate and the duct velocity in the branch will be
reduced. This is the reason why dust settlement becomes a concern every time a
damper closes partially or fully.
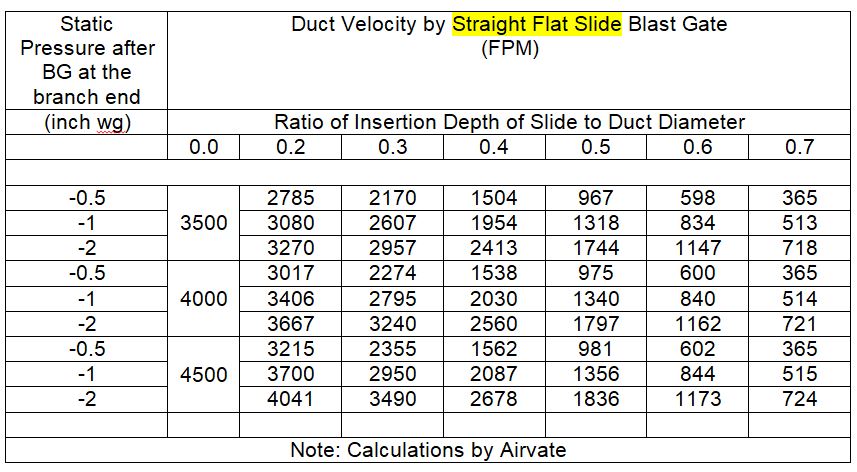 |
| Table 2: Reduced Duct Velocity by Damper at Different Insertion Ratio |
Things to keep in mind when using dampers
There
are some issues associated with the use of dampers we have to pay attention to.
Many times when a dust generated point is turned off, users
simply cut off the branch by closing the blast gate completely, and believe
this will save energy and other branches can have more airflow. Actually, this
is strongly not recommended, since the amount of saving in heat and power is not great
enough to offset the disadvantages. Especially in the design stage, the suction
main must be designed for unduly high velocities to avoid dust settlement in
case that some gates are closed.
After
blast gates are put into use in a dust collection system, if the dust is
abrasive, the sharp edge of the damper will become smooth gradually, and this
can reduce the resistance of the damper at a given insertion depth.
The
damper resistance definitely will be affected, more or less, if there is any
accumulation of dust on the slide gate or just downstream or upstream of it.
Accumulation of dust on the downstream side would greatly reduce the
resistance. On the contrary, if the accumulation of dust is at the position beyond
the reach of the gate, this will increase the resistance of the branch (or
section).
- The friction between the slide and the damper should not be too high.
- Dampers are usually avoided when sticky materials are in the ducts.
- Damper slides should be inspected periodically and cleaned regularly as sticky or stringy dusts can be caught on the slide of the damper. Plugging might occur due to rags, pieces of paper and other material that are sucked into the duct by the fan. Flammable materials caught on a damper could create a fire hazard. Hence, care should be taken to avoid flammable materials.
- The location of the damper on a duct is also important for proper operation of the system. Whenever space is available on-site, a damper should never be located near elbows and other disturbances that may influence the pressure drop. Dampers can become sources for material build up if not located properly.
- Moreover, blast gates should be locked after the air balancing work is finished.
- If slides are lost or damaged, they should be replaced immediately, so the damper and the whole system can function properly as expected.
Industrial Ventilation and Dust Collection Services by Airvate that you can afford:
- Industrial Ventilation and Dust Collection systems testing and Air Balancing
- Whole system trouble-shooting
- Dye Testing for Bag Leak: Once a baghouse collector is installed or if there’s any hint that bag leak is possible in an existing baghouse, Airvate can do a Dye testing step by step.
- Technical Services: Field Survey / Dust Collection System Evaluation
- New System Start-up: Step by step, including system balancing, baghouse controller optimization, and fan belt tension adjustment, etc.
Comments
Post a Comment
Feel Free To Leave Your Comment Below!